全國服務(wù)熱線
18112840006

技術(shù)咨訊
汽車轉(zhuǎn)向節(jié)鍛件使用回火爐處理的數(shù)據(jù)測試
時(shí)間: 2020-05-03 13:48:40
瀏覽次數(shù):
轉(zhuǎn)向節(jié)回火爐采取的加熱控制模式不利于爐溫均勻性的實(shí)現(xiàn),要對發(fā)生熱量散失的部位進(jìn)行及時(shí)的修復(fù),,以避免出現(xiàn)爐溫不均勻現(xiàn)象,。
汽車轉(zhuǎn)向節(jié)鍛件是汽車行業(yè)的典型鍛件,重型汽車的轉(zhuǎn)向節(jié)(42CrMo材質(zhì))一般采取調(diào)質(zhì)熱處理,。其中金相和回火硬度是考量轉(zhuǎn)向節(jié)熱處理質(zhì)量的常用指標(biāo),。我公司使用懸掛式熱處理生產(chǎn)自動線用于轉(zhuǎn)向節(jié)調(diào)質(zhì)處理(淬火+回火),實(shí)現(xiàn)轉(zhuǎn)向節(jié)鍛件在懸掛狀態(tài)下得到均勻加熱與冷卻功能,。該生產(chǎn)線主要由淬火加熱爐,、淬火冷卻槽、回火加熱爐,、回火冷卻室,、積放式懸掛輸送機(jī)、儲液槽,、淬火液循環(huán)冷卻系統(tǒng),、自動淬火機(jī)、吊具裝置,、上下料裝置,、溫度控制系統(tǒng)、程序控制系統(tǒng)以及上位機(jī)監(jiān)控系統(tǒng)等組成。
汽車鍛件回火爐處理時(shí)間與溫度測試數(shù)據(jù)汽車轉(zhuǎn)向節(jié)鍛件使用回火爐處理
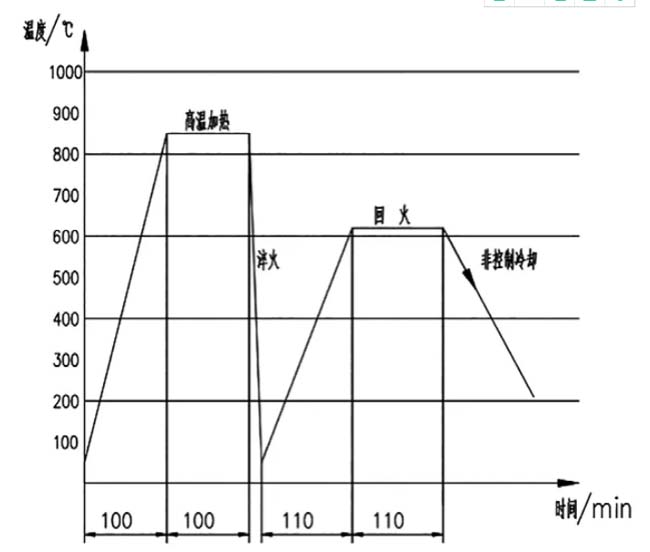
轉(zhuǎn)向節(jié)調(diào)質(zhì)熱處理工藝曲線,,淬火100分鐘達(dá)到設(shè)定溫度,,保溫時(shí)間為100分鐘?;鼗?10分鐘達(dá)到設(shè)定溫度,保溫時(shí)間為110分鐘,。轉(zhuǎn)向節(jié)熱處理控制計(jì)劃(回火部分)見表1,。按照上述熱處理工序,轉(zhuǎn)向節(jié)經(jīng)過調(diào)質(zhì)處理,,以獲得回火索氏體組織,。
回火爐爐溫不均勻及底部超溫情況
回火8區(qū)底部出現(xiàn)明顯的超溫(660℃附近),發(fā)現(xiàn)8區(qū)上B相故障斷開,。判斷B相是爐體中段爐絲不工作,,造成爐體上檢測的溫度值降低,整個(gè)爐體爐絲應(yīng)該進(jìn)行加熱,。
根據(jù)之前的判斷,,爐體加熱會造成爐底部檢測溫度升高(超溫)?;鼗?區(qū)上,,由于B相故障,控制上檢測溫度值低,,該區(qū)爐體爐絲加熱,。通過溫度顯示表可以看到顯示數(shù)值大于等于溫度值后,停止加熱,,顯示數(shù)值小于溫度值時(shí)開始加熱,。由于回火爐爐底板超溫嚴(yán)重,經(jīng)對轉(zhuǎn)向節(jié)產(chǎn)品打硬度,,確認(rèn)該批次產(chǎn)品硬度偏軟,,全部返工。
轉(zhuǎn)向節(jié)回火爐爐溫控制模式
回火爐加熱過程中,,頂部熱電偶檢測爐上層溫度是否達(dá)到工藝設(shè)定溫度,,是則爐墻電爐絲停止加熱,否則繼續(xù)加熱,,直到達(dá)到工藝設(shè)定值,。底部熱電偶檢測爐底層溫度是否達(dá)到工藝設(shè)定溫度,是則底部輻射管停止加熱,,否則繼續(xù)加熱,,直到達(dá)到工藝設(shè)定值。
在這種爐溫控制模式下,當(dāng)回火爐保溫性能良好,,無跑溫的情況下,,才可以實(shí)現(xiàn)爐溫的均勻。但是,,懸掛式連續(xù)爐爐頂?shù)拿芊庑阅苁侵鹉晗陆档?,一旦爐頂出現(xiàn)明顯的熱量散失,則爐頂熱電偶就會檢測到低于工藝要求的溫度值,。
回火爐工作溫度約為600~700℃,,這個(gè)溫度下輻射加熱的效果明顯降低,轉(zhuǎn)向節(jié)的回火溫度主要來自熱風(fēng)對流加熱,。為了提高爐內(nèi)工件溫度均勻性,,回火爐兩側(cè)布置了20臺側(cè)置循環(huán)風(fēng)扇,并在爐內(nèi)每臺風(fēng)扇處安裝了導(dǎo)風(fēng)板,,以攪動爐內(nèi)氣體循環(huán),。
風(fēng)機(jī)在爐體中部吸風(fēng),經(jīng)過爐絲加熱后,,在導(dǎo)流罩上下吹出熱風(fēng),。由于目前的問題是爐底部超溫,爐頂溫度相對較低,,應(yīng)考慮采取減少爐底部的熱風(fēng)流量,,提高爐頂部熱風(fēng)風(fēng)量的辦法來降低爐底溫度、提高爐上部溫度,,從而實(shí)現(xiàn)回火爐爐溫的均勻性,。
轉(zhuǎn)向節(jié)線爐溫均勻性驗(yàn)證
為快速驗(yàn)證前面的控溫措施對爐溫均勻性的影響,采取了樣塊跟隨轉(zhuǎn)向節(jié)進(jìn)入(2月17日16:00進(jìn)爐,、2月18日9:00進(jìn)爐,,兩次樣塊淬火、回火硬度值),,獲取淬火及回火硬度,。本次實(shí)驗(yàn)數(shù)據(jù)可以看到,淬火硬度,、回火硬度均符合工藝要求,,12個(gè)位置樣塊實(shí)驗(yàn)數(shù)據(jù)符合工藝要求。之后組織了批量生產(chǎn),,對產(chǎn)品進(jìn)行了金相及硬度抽查,,均合格。
表顯數(shù)值與實(shí)際數(shù)值的差異
通過對回火爐爐氣循環(huán)的改進(jìn),,回火爐的溫度均勻性得到了優(yōu)化,,且產(chǎn)品質(zhì)量符合工藝要求,。但是,生產(chǎn)過程中仍存在表顯數(shù)值與實(shí)際爐溫值的差異,。
該回火爐溫控表采用數(shù)字控制器和國內(nèi)知名品牌的熱電偶,,且由公司職能部門定期進(jìn)行校驗(yàn),符合儀器出廠要求及企業(yè)標(biāo)準(zhǔn),。因此可以排除溫控表和熱電偶方面的原因,。
補(bǔ)償導(dǎo)線在長期工作過程中,由于高溫氧化,,會在連接處出現(xiàn)電阻變化,,產(chǎn)生數(shù)據(jù)誤差。現(xiàn)場使用過程校驗(yàn)儀,,分別在溫控表端和熱電偶端進(jìn)行檢測,經(jīng)過反復(fù)檢測,,可以判斷出溫控表的表顯數(shù)值與實(shí)際溫度的差異由補(bǔ)償導(dǎo)線及其連接質(zhì)量造成,。技術(shù)人員對補(bǔ)償導(dǎo)線與熱電偶及溫控表的連接進(jìn)行全面排查,得出補(bǔ)償導(dǎo)線的自身缺陷是造成數(shù)值差異的主要原因,。查閱數(shù)字控制器(溫控表)說明書,,該溫控器具備誤差補(bǔ)償功能,即PV偏移量及增益補(bǔ)償值功能,。根據(jù)實(shí)際差異情況,,應(yīng)選擇偏移量設(shè)置糾正差異。使用過程校驗(yàn)儀在熱電偶前得到的溫度值,,計(jì)算出與溫控表的差值,,使用偏移量賦值進(jìn)行糾正,實(shí)現(xiàn)溫控表的表顯值與真實(shí)值的一致,。
轉(zhuǎn)向節(jié)線回火爐爐溫測試
采取12點(diǎn)帶工件連續(xù)爐溫測試(圖3),,選取12件轉(zhuǎn)向節(jié)產(chǎn)品,并在金相取樣位置打孔安裝測溫探頭(直徑5mm,,深度超過半徑),。進(jìn)爐跟件儀器的安裝、連線,。水套注水,、儀器的隔熱包裝。
通過溫度檢測記錄,,可以看到10∶06開始進(jìn)入回火爐,,11∶58時(shí)12個(gè)檢測點(diǎn)均到達(dá)工藝設(shè)定溫度620℃,加熱時(shí)長為111分鐘,,出爐時(shí)間為13∶48,,保溫時(shí)長為110分鐘。整個(gè)實(shí)測溫度曲線與工藝曲線吻合。
上中下三層在加熱階段的溫升情況存在一定的差異,,下層首先達(dá)到工藝溫度,,上層和中層隨后達(dá)到工藝溫度,進(jìn)入保溫區(qū)后,,上中下三層溫度一致,。
通過本次檢測可以確認(rèn)轉(zhuǎn)向節(jié)回火爐懸掛工件的上中下三層位置在升溫過程中存在差異,到達(dá)工藝值后,,溫度一致無明顯差異,。南側(cè)、北側(cè)溫度一致,,無差異,。說明經(jīng)過對轉(zhuǎn)向節(jié)回火爐的優(yōu)化,該爐滿足工藝要求,,回火產(chǎn)品符合質(zhì)量要求,。
測試結(jié)果
⑴該轉(zhuǎn)向節(jié)回火爐采取的加熱控制模式不利于爐溫均勻性的實(shí)現(xiàn)。而回火爐底部超溫由爐頂熱電偶檢測點(diǎn)低于工藝溫度造成,。
⑵在改造溫度控制方式有較大困難的情況下,,使用熱量分配的方法可以實(shí)現(xiàn)回火爐的溫度均勻。
⑶使用溫控器的偏移量功能可以消除信號傳遞環(huán)節(jié)造成的誤差,,從而實(shí)現(xiàn)表顯溫度與實(shí)際溫度無誤差,。
⑷熱處理生產(chǎn)線在生產(chǎn)使用過程中,要對發(fā)生熱量散失的部位進(jìn)行及時(shí)的修復(fù),,以避免出現(xiàn)爐溫不均勻現(xiàn)象,。
⑸對于大型的熱處理爐來說,爐墻電爐絲宜采取分層控制方式,,有利于均勻爐內(nèi)溫度,。
汽車鍛件回火爐處理時(shí)間與溫度測試數(shù)據(jù)
轉(zhuǎn)向節(jié)調(diào)質(zhì)熱處理工藝曲線,,淬火100分鐘達(dá)到設(shè)定溫度,,保溫時(shí)間為100分鐘?;鼗?10分鐘達(dá)到設(shè)定溫度,保溫時(shí)間為110分鐘,。轉(zhuǎn)向節(jié)熱處理控制計(jì)劃(回火部分)見表1,。按照上述熱處理工序,轉(zhuǎn)向節(jié)經(jīng)過調(diào)質(zhì)處理,,以獲得回火索氏體組織,。
回火爐爐溫不均勻及底部超溫情況
回火8區(qū)底部出現(xiàn)明顯的超溫(660℃附近),發(fā)現(xiàn)8區(qū)上B相故障斷開,。判斷B相是爐體中段爐絲不工作,,造成爐體上檢測的溫度值降低,整個(gè)爐體爐絲應(yīng)該進(jìn)行加熱,。
根據(jù)之前的判斷,,爐體加熱會造成爐底部檢測溫度升高(超溫)?;鼗?區(qū)上,,由于B相故障,控制上檢測溫度值低,,該區(qū)爐體爐絲加熱,。通過溫度顯示表可以看到顯示數(shù)值大于等于溫度值后,停止加熱,,顯示數(shù)值小于溫度值時(shí)開始加熱,。由于回火爐爐底板超溫嚴(yán)重,經(jīng)對轉(zhuǎn)向節(jié)產(chǎn)品打硬度,,確認(rèn)該批次產(chǎn)品硬度偏軟,,全部返工。
轉(zhuǎn)向節(jié)回火爐爐溫控制模式
回火爐加熱過程中,,頂部熱電偶檢測爐上層溫度是否達(dá)到工藝設(shè)定溫度,,是則爐墻電爐絲停止加熱,否則繼續(xù)加熱,,直到達(dá)到工藝設(shè)定值,。底部熱電偶檢測爐底層溫度是否達(dá)到工藝設(shè)定溫度,是則底部輻射管停止加熱,,否則繼續(xù)加熱,,直到達(dá)到工藝設(shè)定值。
在這種爐溫控制模式下,當(dāng)回火爐保溫性能良好,,無跑溫的情況下,,才可以實(shí)現(xiàn)爐溫的均勻。但是,,懸掛式連續(xù)爐爐頂?shù)拿芊庑阅苁侵鹉晗陆档?,一旦爐頂出現(xiàn)明顯的熱量散失,則爐頂熱電偶就會檢測到低于工藝要求的溫度值,。
回火爐工作溫度約為600~700℃,,這個(gè)溫度下輻射加熱的效果明顯降低,轉(zhuǎn)向節(jié)的回火溫度主要來自熱風(fēng)對流加熱,。為了提高爐內(nèi)工件溫度均勻性,,回火爐兩側(cè)布置了20臺側(cè)置循環(huán)風(fēng)扇,并在爐內(nèi)每臺風(fēng)扇處安裝了導(dǎo)風(fēng)板,,以攪動爐內(nèi)氣體循環(huán),。
風(fēng)機(jī)在爐體中部吸風(fēng),經(jīng)過爐絲加熱后,,在導(dǎo)流罩上下吹出熱風(fēng),。由于目前的問題是爐底部超溫,爐頂溫度相對較低,,應(yīng)考慮采取減少爐底部的熱風(fēng)流量,,提高爐頂部熱風(fēng)風(fēng)量的辦法來降低爐底溫度、提高爐上部溫度,,從而實(shí)現(xiàn)回火爐爐溫的均勻性,。
轉(zhuǎn)向節(jié)線爐溫均勻性驗(yàn)證
為快速驗(yàn)證前面的控溫措施對爐溫均勻性的影響,采取了樣塊跟隨轉(zhuǎn)向節(jié)進(jìn)入(2月17日16:00進(jìn)爐,、2月18日9:00進(jìn)爐,,兩次樣塊淬火、回火硬度值),,獲取淬火及回火硬度,。本次實(shí)驗(yàn)數(shù)據(jù)可以看到,淬火硬度,、回火硬度均符合工藝要求,,12個(gè)位置樣塊實(shí)驗(yàn)數(shù)據(jù)符合工藝要求。之后組織了批量生產(chǎn),,對產(chǎn)品進(jìn)行了金相及硬度抽查,,均合格。
表顯數(shù)值與實(shí)際數(shù)值的差異
通過對回火爐爐氣循環(huán)的改進(jìn),,回火爐的溫度均勻性得到了優(yōu)化,,且產(chǎn)品質(zhì)量符合工藝要求,。但是,生產(chǎn)過程中仍存在表顯數(shù)值與實(shí)際爐溫值的差異,。
該回火爐溫控表采用數(shù)字控制器和國內(nèi)知名品牌的熱電偶,,且由公司職能部門定期進(jìn)行校驗(yàn),符合儀器出廠要求及企業(yè)標(biāo)準(zhǔn),。因此可以排除溫控表和熱電偶方面的原因,。
補(bǔ)償導(dǎo)線在長期工作過程中,由于高溫氧化,,會在連接處出現(xiàn)電阻變化,,產(chǎn)生數(shù)據(jù)誤差。現(xiàn)場使用過程校驗(yàn)儀,,分別在溫控表端和熱電偶端進(jìn)行檢測,經(jīng)過反復(fù)檢測,,可以判斷出溫控表的表顯數(shù)值與實(shí)際溫度的差異由補(bǔ)償導(dǎo)線及其連接質(zhì)量造成,。技術(shù)人員對補(bǔ)償導(dǎo)線與熱電偶及溫控表的連接進(jìn)行全面排查,得出補(bǔ)償導(dǎo)線的自身缺陷是造成數(shù)值差異的主要原因,。查閱數(shù)字控制器(溫控表)說明書,,該溫控器具備誤差補(bǔ)償功能,即PV偏移量及增益補(bǔ)償值功能,。根據(jù)實(shí)際差異情況,,應(yīng)選擇偏移量設(shè)置糾正差異。使用過程校驗(yàn)儀在熱電偶前得到的溫度值,,計(jì)算出與溫控表的差值,,使用偏移量賦值進(jìn)行糾正,實(shí)現(xiàn)溫控表的表顯值與真實(shí)值的一致,。
轉(zhuǎn)向節(jié)線回火爐爐溫測試
采取12點(diǎn)帶工件連續(xù)爐溫測試(圖3),,選取12件轉(zhuǎn)向節(jié)產(chǎn)品,并在金相取樣位置打孔安裝測溫探頭(直徑5mm,,深度超過半徑),。進(jìn)爐跟件儀器的安裝、連線,。水套注水,、儀器的隔熱包裝。
通過溫度檢測記錄,,可以看到10∶06開始進(jìn)入回火爐,,11∶58時(shí)12個(gè)檢測點(diǎn)均到達(dá)工藝設(shè)定溫度620℃,加熱時(shí)長為111分鐘,,出爐時(shí)間為13∶48,,保溫時(shí)長為110分鐘。整個(gè)實(shí)測溫度曲線與工藝曲線吻合。
上中下三層在加熱階段的溫升情況存在一定的差異,,下層首先達(dá)到工藝溫度,,上層和中層隨后達(dá)到工藝溫度,進(jìn)入保溫區(qū)后,,上中下三層溫度一致,。
通過本次檢測可以確認(rèn)轉(zhuǎn)向節(jié)回火爐懸掛工件的上中下三層位置在升溫過程中存在差異,到達(dá)工藝值后,,溫度一致無明顯差異,。南側(cè)、北側(cè)溫度一致,,無差異,。說明經(jīng)過對轉(zhuǎn)向節(jié)回火爐的優(yōu)化,該爐滿足工藝要求,,回火產(chǎn)品符合質(zhì)量要求,。
測試結(jié)果
⑴該轉(zhuǎn)向節(jié)回火爐采取的加熱控制模式不利于爐溫均勻性的實(shí)現(xiàn)。而回火爐底部超溫由爐頂熱電偶檢測點(diǎn)低于工藝溫度造成,。
⑵在改造溫度控制方式有較大困難的情況下,,使用熱量分配的方法可以實(shí)現(xiàn)回火爐的溫度均勻。
⑶使用溫控器的偏移量功能可以消除信號傳遞環(huán)節(jié)造成的誤差,,從而實(shí)現(xiàn)表顯溫度與實(shí)際溫度無誤差,。
⑷熱處理生產(chǎn)線在生產(chǎn)使用過程中,要對發(fā)生熱量散失的部位進(jìn)行及時(shí)的修復(fù),,以避免出現(xiàn)爐溫不均勻現(xiàn)象,。
⑸對于大型的熱處理爐來說,爐墻電爐絲宜采取分層控制方式,,有利于均勻爐內(nèi)溫度,。
Copyright ? 丹陽市電爐廠有限公司 版權(quán)所有 aca1bd.cn
全國服務(wù)電話:18112840006 郵箱:[email protected]
公司地址:江蘇鎮(zhèn)江丹陽市開發(fā)區(qū)開發(fā)大道168號
臺車爐,回火爐,,退火爐