全國服務(wù)熱線
18112840006

淬火爐設(shè)備

井式淬火爐
丹陽市電爐廠有限公司是井式淬火爐廠家,,可為用戶設(shè)計(jì)、制造各種爐膛尺寸,、深度的井式淬火爐,、真空淬火爐、井式熱處理電爐,、井式滲碳爐,、鑄鐵火爐、鹽浴淬火爐,、井式電阻爐,、回火爐、臺(tái)車式淬火爐,、電加熱井式退火爐,,價(jià)格合理,上門安裝調(diào)試,。
設(shè)備介紹
井式淬火爐滿足井式熱處理工藝,,淬火溫度850-1200℃,主要供軸類工件,、桿形工件,、軋輥、45鋼,、不銹鋼等金屬材料和機(jī)械零件的淬火熱處理之用,,垂直吊裝淬火加熱,工件不易變形,,也可對(duì)機(jī)械零件進(jìn)行退火,、正火熱處理。
將金屬工件加熱到某一適當(dāng)溫度并保持一段時(shí)間,,隨即浸入淬冷介質(zhì)中快速冷卻的金屬熱處理工藝,。常用的淬冷介質(zhì)有鹽水、水,、礦物油,、空氣等,。淬火可以提高金屬工件的硬度及耐磨性,因而廣泛用于各種工,、模,、量具及要求表面耐磨的零件(如齒輪、軋輥,、滲碳零件等),。通過淬火與不同溫度的回火配合,可以大幅度提高金屬的強(qiáng)度,、韌性及疲勞強(qiáng)度,,并可獲得這些性能之間的配合(綜合機(jī)械性能)以滿足不同的使用要求。另外淬火還可使一些特殊性能的鋼獲得一定的物理化學(xué)性能,,如淬火使永磁鋼增強(qiáng)其鐵磁性,、不銹鋼提高其耐蝕性等。淬火工藝主要用于鋼件,。常用的鋼在加熱到臨界溫度以上時(shí),,原有在室溫下的組織將全部或大部轉(zhuǎn)變?yōu)閵W氏體。隨后將鋼浸入水或油中快速冷卻,,奧氏體即轉(zhuǎn)變?yōu)轳R氏體,。與鋼中其他組織相比,馬氏體硬度較高,。淬火時(shí)的快速冷卻會(huì)使工件內(nèi)部產(chǎn)生內(nèi)應(yīng)力,,當(dāng)其大到一定程度時(shí)工件便會(huì)發(fā)生扭曲變形甚至開裂。為此必須選擇合適的冷卻方法,。根據(jù)冷卻方法,淬火工藝分為單液淬火,、雙介質(zhì)淬火,、馬氏體分級(jí)淬火和貝氏體等溫淬火4類。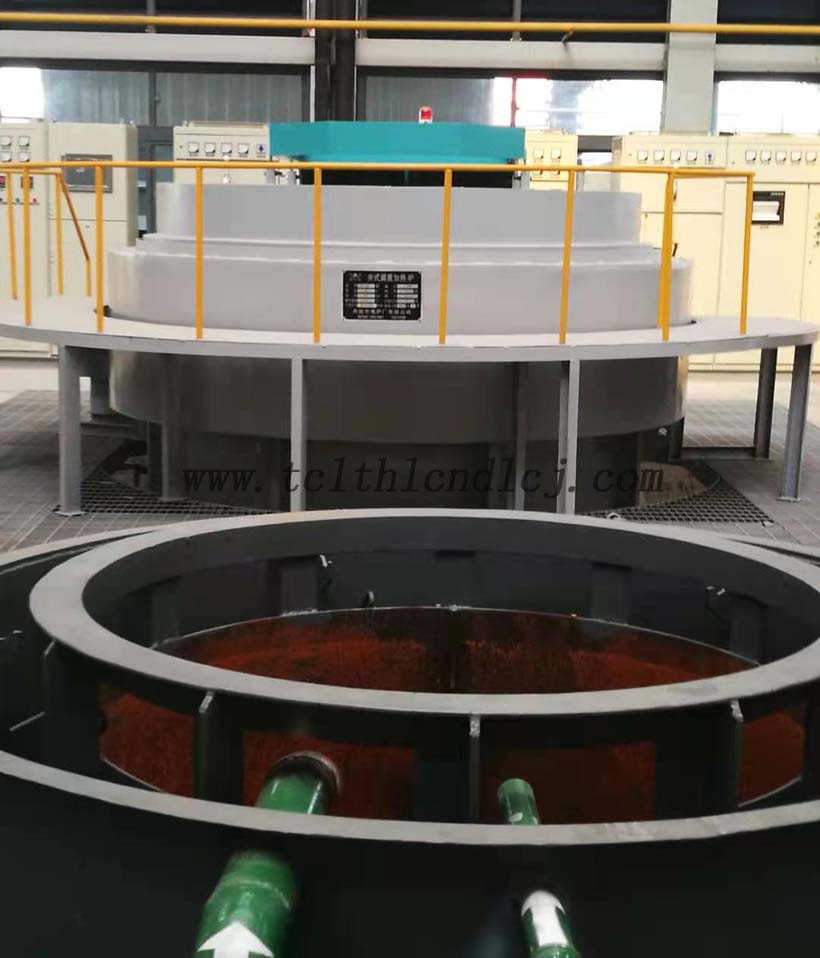 結(jié)構(gòu)簡(jiǎn)介:
結(jié)構(gòu)簡(jiǎn)介:
井式淬火爐外殼結(jié)構(gòu)由鋼板和型鋼制成圓柱形爐體,。爐襯采用輕質(zhì)保溫磚砌筑,,爐襯與爐殼夾層置酸鋁纖維毯保溫,電阻絲采用0Cr27Al7Mo2高電阻合金絲或電阻帶安裝在爐膛內(nèi),。首先均溫布絲法布置,,并且從上到下分為多區(qū)多段設(shè)計(jì),再由微電腦程序工藝高精度溫控每一區(qū)每一段升溫速度,、保溫溫度,、保溫時(shí)間。設(shè)計(jì)合理,,井式爐內(nèi)上下溫度均勻,,控制溫度精度達(dá)到±1℃。井式淬火爐出廠時(shí)配套自動(dòng)控溫柜,熱電偶,。另可配套井式回火爐,、淬火槽,組成井式熱處理爐生產(chǎn)線,。
井式淬火爐安全操作必須遵循的規(guī)程:
1,、開爐前穿戴好必要的防護(hù)用品。
2,、操作前要熟悉熱處理設(shè)備使用方法及其它工具,、器具。
3,、用井式爐加熱時(shí),,工件進(jìn)爐、出爐應(yīng)先切斷電源,,以防觸電,。
4、出爐后的工件不能用手摸,,以防燙傷,。
5、處理工件要認(rèn)真看清圖紙要求及工藝要求,,嚴(yán)格按照工藝規(guī)程操作,。
6、淬火工序完成后,,打掃場(chǎng)地衛(wèi)生,,工具、用具擺放好,。
將金屬工件加熱到某一適當(dāng)溫度并保持一段時(shí)間,,隨即浸入淬冷介質(zhì)中快速冷卻的金屬熱處理工藝,。常用的淬冷介質(zhì)有鹽水、水,、礦物油,、空氣等,。淬火可以提高金屬工件的硬度及耐磨性,因而廣泛用于各種工,、模,、量具及要求表面耐磨的零件(如齒輪、軋輥,、滲碳零件等),。通過淬火與不同溫度的回火配合,可以大幅度提高金屬的強(qiáng)度,、韌性及疲勞強(qiáng)度,,并可獲得這些性能之間的配合(綜合機(jī)械性能)以滿足不同的使用要求。另外淬火還可使一些特殊性能的鋼獲得一定的物理化學(xué)性能,,如淬火使永磁鋼增強(qiáng)其鐵磁性,、不銹鋼提高其耐蝕性等。淬火工藝主要用于鋼件,。常用的鋼在加熱到臨界溫度以上時(shí),,原有在室溫下的組織將全部或大部轉(zhuǎn)變?yōu)閵W氏體。隨后將鋼浸入水或油中快速冷卻,,奧氏體即轉(zhuǎn)變?yōu)轳R氏體,。與鋼中其他組織相比,馬氏體硬度較高,。淬火時(shí)的快速冷卻會(huì)使工件內(nèi)部產(chǎn)生內(nèi)應(yīng)力,,當(dāng)其大到一定程度時(shí)工件便會(huì)發(fā)生扭曲變形甚至開裂。為此必須選擇合適的冷卻方法,。根據(jù)冷卻方法,淬火工藝分為單液淬火,、雙介質(zhì)淬火,、馬氏體分級(jí)淬火和貝氏體等溫淬火4類。
井式淬火爐外殼結(jié)構(gòu)由鋼板和型鋼制成圓柱形爐體,。爐襯采用輕質(zhì)保溫磚砌筑,,爐襯與爐殼夾層置酸鋁纖維毯保溫,電阻絲采用0Cr27Al7Mo2高電阻合金絲或電阻帶安裝在爐膛內(nèi),。首先均溫布絲法布置,,并且從上到下分為多區(qū)多段設(shè)計(jì),再由微電腦程序工藝高精度溫控每一區(qū)每一段升溫速度,、保溫溫度,、保溫時(shí)間。設(shè)計(jì)合理,,井式爐內(nèi)上下溫度均勻,,控制溫度精度達(dá)到±1℃。井式淬火爐出廠時(shí)配套自動(dòng)控溫柜,熱電偶,。另可配套井式回火爐,、淬火槽,組成井式熱處理爐生產(chǎn)線,。
井式淬火爐安全操作必須遵循的規(guī)程:
1,、開爐前穿戴好必要的防護(hù)用品。
2,、操作前要熟悉熱處理設(shè)備使用方法及其它工具,、器具。
3,、用井式爐加熱時(shí),,工件進(jìn)爐、出爐應(yīng)先切斷電源,,以防觸電,。
4、出爐后的工件不能用手摸,,以防燙傷,。
5、處理工件要認(rèn)真看清圖紙要求及工藝要求,,嚴(yán)格按照工藝規(guī)程操作,。
6、淬火工序完成后,,打掃場(chǎng)地衛(wèi)生,,工具、用具擺放好,。






Copyright ? 丹陽市電爐廠有限公司 版權(quán)所有 aca1bd.cn
全國服務(wù)電話:18112840006 郵箱:[email protected]
公司地址:江蘇鎮(zhèn)江丹陽市開發(fā)區(qū)開發(fā)大道168號(hào)
臺(tái)車爐,,回火爐,退火爐